
NSE serie di trasportatore in acciaio inossidabile catena Z catena di ascensore resistenza all'usura
-
Evidenziare
Catena di ascensore a secchio in acciaio inossidabile
,Catena di ascensori a secchio minerario
,Z Resistenza all'usura della catena dell'ascensore
-
Nome del prodottoCatena trasportatrice in acciaio
-
Materialeacciaio inossidabile
-
ApplicazioneMiniera e fusione dei metalli
-
CaratteristicaResistenza all'usura
-
TipoParti di ascensori a secchi a catena
-
Luogo di origineCina
-
MarcaWS
-
Numero di modelloNSE
NSE serie di trasportatore in acciaio inossidabile catena Z catena di ascensore resistenza all'usura
NSE serie di trasportatore in acciaio inossidabile catena Z catena di ascensore resistenza all'usura
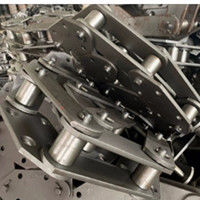
Descrizione della catena dell'ascensore a secchio:
Catene trasportatrici industrialisono molto riconosciuti per la loro elevata resistenza, facile installazione, durata, robustezza e resistenza al calore e alla ruggine.Questa catena di ascensore a secchio è disponibile in varie specifiche per soddisfare le varie esigenze dei clienti ad un prezzo basso.
Catena di ascensore a secchio Specificità:
| Modello | Pistola | Larghezza della sezione interna | Diametro esterno del rullo | Diametro del perno | Lunghezza della spilla | Larghezza della piastra della catena | Spessore della piastra della catena | Piastra a catena larga | Dimensioni di installazione del secchio a catena |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| NSE300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| NSE400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| NSE500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| NSE700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
![]()
Catena di ascensore a secchio Tecnologia di lavorazione:
1. Targhe di collegamento
1.1 Piastre di collegamento di spessore superiore o uguale a 16 mm tagliate con un taglio a plasma CNC o con una grande pressa idraulica, per garantire una superficie liscia e senza piccole crepe che influenzino la resistenza del materiale.Piastre di collegamento con fori di passo pre-perforati o semi-fini perforati con una perforazione o una pressa idraulica, sono trattati mediante trattamento termico di spegnimento e temperatura.fori di fresatura fine da parte di centri di lavorazione CNC per garantire che l'adeguamento con piastra di collegamento e pin/manubrio possa soddisfare il requisito di progettazione, per eliminare le deviazioni dovute alle variazioni di dimensione per trattamento termico, garantire la dimensione del passo.
1.2 piastre di collegamento con spessore inferiore a 16 mm lavorate con perforatori. piastre di collegamento (non fresate da un centro di lavorazione CNC) sono pre-perforate, semi-perforate, perforate finemente per fori di passo,un totale di tre perforazioniPrima dell'assemblaggio delle parti della catena, si effettua un processo di appiattitura per le piastre di collegamento.Le piastre di collegamento fresate dal centro di lavorazione CNC sono pre-perforate e mezza fine perforate per i fori di passoDopo il trattamento termico, le acque di raffreddamento vengono sottoposte a un trattamento termico di raffreddamento e di temperatura.foratura di fresatura da parte di centri di lavorazione CNC per garantire che l'adeguamento con piastra di collegamento e pin/manubrio possa soddisfare il requisito di progettazione, per eliminare le deviazioni dovute alle variazioni di dimensione per trattamento termico, garantire la dimensione del passo.
2Dopo aver tagliato il materiale con attrezzature speciali, il perno, la manica e il rullo vengono lavorati da torni CNC e macchine di fresatura, le parti hanno un'elaborazione ad alta precisione.
3. Pin: un'estremità è la testa del molo, l'altra è piatta, il diametro del materiale del pin è maggiore delle dimensioni del prodotto finito,invece di acciaio rotondo estratto a freddo che è più vicino alle dimensioni del prodotto finito.
4Il pin lavorato è rifinito con un trattamento termico speciale due volte superiore, per garantire che il nucleo del pin abbia buone proprietà meccaniche e che la superficie abbia un'elevata durezza (durezza superficiale HRC56 ~ 58),miglioramento della resistenza all'usura della superficie dei perni.
5. manica: la superficie della manica è lathing da tornio CNC,per rimuovere lo strato decarbonizzato della superficie del materiale ed eliminare l'effetto del materiale instabile (i fornitori di materiali non possono garantire la profondità dello strato di decarbonizzazione)Dopo aver finito di lavorare la manica, il trattamento complessivo di spegnimento o di carburizzazione (HRC58 ~ 62), per migliorare la resistenza all'usura della manica.
6. Roller: per il rullo a tensione di rottura < 2000kN, il trattamento termico complessivo di spegnimento dopo la lavorazione, la durezza superficiale può raggiungere circa HRC50.Tensione di rottura > 2000 kN di un rullo in acciaio legato a basse emissioni di carbonio, trattamento di carburizzazione superficiale (HRC58 ~ 62) dopo la lavorazione, per migliorare le prestazioni complessive del rullo.
7. Tutte le parti sono trattate con la blasting della girante dopo il trattamento termico, per eliminare lo stress interno generato dal trattamento termico e rimuovere le impurità sulla superficie;allo stesso tempo le parti possono essere controllate a occhio nudo se ci sono micro-fissure e altri difetti.
8Prima di assemblare tutti i perni sono sottoposti a prova al 100% con un rilevatore magnetico, per eliminare il difetto nel caso in cui il perno si rompesse a causa di un difetto del materiale.
9. Tutte le catene di piastre assemblate sono allineate pre-allungando, si rileva la deviazione di passo e la deviazione di ciascuna catena di piastre è controllata entro la gamma ammissibile.
I nostri prodotti sono venduti in tutto il mondo. Puoi stare certo dell'intero processo dei nostri prodotti.